







一、什么是结晶性塑料?
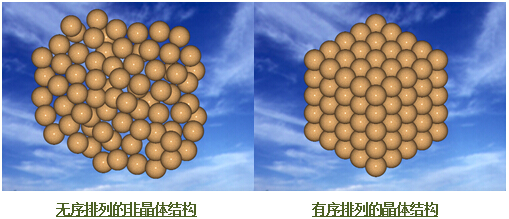
结晶性塑料有明显的熔点,固体时分子呈规则排列。规则排列区域称为晶区,无序排列区域称为非晶区,晶区所占的百分比称为结晶度,通常结晶度在80%以上的聚合物称为结晶性塑料。常见的结晶性塑料有:聚乙烯PE、聚丙烯PP、聚甲醛POM、聚酰胺PA6、聚酰胺PA66、PET、PBT等。
二、结晶对塑料性能的影响
1)力学性能:结晶使塑料变脆(耐冲击强度下降),韧性较强,延展性较差。
2)光学性能:结晶使塑料不透明,由于晶区与非晶区的界面会发生光散射。减小球晶尺寸到一定程式度,不仅提高了塑料的强度(减小了晶间缺陷)而且提高了透明度,(当球晶尺寸小于光波长时不会产生散射)。
3)热性能:结晶性塑料在温度升高时不出现高弹态,温度升高至熔融温度TM时,呈现粘流态。因此结晶性塑料的使用温度从Tg (玻璃化温度)进步到TM(熔融温度)。
4)耐溶剂性,渗透性等得到进步,因为结晶分排列更加紧密。
三、影响结晶的因素有哪些?
1)高分子链结构,对称性好、无支链或支链很少或侧基体积小的、大分子间作用力大的高分子轻易相互靠紧,轻易发生结晶。
2)温度,高分子从无序的卷团移动到正在生长的晶体的表面,模温较高时提高了高分子的活动性从而加快了结晶。
3)压力,在冷却过程中假如有外力作用,也能促进聚合物的结晶,故生产中可调高射出压力和保压压力来控制结晶性塑料的结晶度。
4)形核剂,由于低温有利于快速形核,但却减慢了晶粒的成长,因此为了消除这一矛盾,在成型材料中加进形核剂,这样使得塑料能在高模温下快速结晶。常见的形核剂有滑石粉等。
四、结晶性塑料对注塑机、挤出机和模具有什么要求
1)结晶性塑料熔解时需要较多的能量来摧毁晶格,所以由固体转化为熔融的熔体时需要输进较多的热量,所以注塑机、挤出机的塑化能力要大,最大注射量、产量也要相应进步。
2)结晶性塑料熔点范围窄,为防止射咀温度降低时胶料结晶堵塞射咀,射咀孔径应适当加大,并加装能单独控制射咀温度的发热圈。
3)由于注塑模具温度对结晶度有重要影响,所以注塑模具水路应尽可能多,保证成型时模具温度均匀。
4)结晶性在结晶过程中发生较大的体积收缩,引起较大的成型收缩率,因此在模具设计中要认真考虑其成型收缩率。对于PE管材的挤出,要充分考虑物料的收缩率。
5)由于各向异性明显,内应力大,在模具设计中要留意浇口的位置和大小,加强筋和位置与大小,否则轻易发生翘曲变形,而后要靠成型工艺往改善是相当困难的。
6)结晶度与塑件壁厚有关,壁厚冷却慢结晶度高,收缩大,易发生缩孔、气孔,因此模具设计中要留意控制塑件壁厚的控制。
五、结晶性塑料的成型工艺
1)冷却时释出的热量大,要充分冷却,高模温成型时留意冷却时间的控制。
2)熔态与固态时的比重差大,成型收缩大,易发生缩孔、气孔,要留意保压压力的设定
3)模温低时,冷却快,结晶度低,收缩小,透明度高。结晶度与塑件壁厚有关,塑件壁厚大时冷却慢结晶度高,收缩大,物性好,所以结晶性塑料应按要求必须控制模温。
4)各向异性明显,内应力大,脱模后未结晶折分子有继续结晶化的倾向,处于能量不平衡状态,易发生变形、翘曲,应适当进步料温顺模具温度,中等的注射压力和注射速度。
在市场上, 塑料种类很多,但是做塑料的人一般只知道分为工程塑料和日用塑料两类。实质上,塑料有结晶塑料和非结晶塑料之分。
结晶塑料:尼龙、丙烯、乙烯、聚甲醛等等;
非结晶塑料:聚碳、ABS、透苯、氯乙烯等等。
为什么说,分为上面这两类呢?因分子结构不同。
(1)结晶塑料表面是滑性,不能涂刷,不能镀铬,难以装饰表面,目前装涂的颜色不能持久,轻易脱落。如包装袋喷涂、印刷、着色,一般采取通过电子大电流锥毛,才能印刷颜色,但是也不能持久,且粘合剂比较难找。
(2)非结晶塑料表面能吸收其他分子,如:油墨、镀铬、喷涂之类所以一般产品外壳、表壳、电视机壳等都采用非结晶塑料,轻易装饰,不易脱落等。
但以上两类塑料绝对不能混合一起,如混合一起那就会报废,表面产生起泡、起水银纹,严重的起皮,故而两种类型塑料,应注意混和,否则后果很大,所以特别对废塑料来说:要鉴别哪一种是什么料都要分别挑开才能使用,但同类塑料混一点没有什么大的影响,如丙烯乙烯混一些影响不大。如ABS和透苯混合后也没有什么影响。
常见小问题:
1、PET原料为结晶塑料,为什么可以做出透明片材?
答:PET通常是结晶型塑料,可用快速冷却的工艺条件使之成为无定型(非晶区)的透明状态。因此,PET片材三辊的冷却是生产线的关键环节。
2、PVC原料是结晶塑料吗?
结晶塑料主要是按照原料的结晶率来判断,一般结晶率超过80%的我们称为结晶型塑料,普通的PVC原料达不到这样的标准,但低温聚合法也可以得到结晶型PVC原料。由于普通PVC加工中多添加各种助剂,其不透明并不能说明它是结晶型塑料。